
The Fastest-Growing Pyrolysis Market
Biochar-based carbon removal is driving unprecedented demand for biomass pyrolysis plants worldwide.
What Is Biomass Pyrolysis?
Biomass pyrolysis is the thermochemical decomposition of organic materials at 400-700 degrees C in the absence of oxygen. Unlike combustion (which produces CO2 and ash), pyrolysis breaks biomass into three valuable products:
Biochar
Stable carbon-rich solid for soil amendment, carbon sequestration, water filtration, and industrial biocoal replacing fossil coal
Bio-Oil
Liquid fuel for heating, power generation, or upgraded into transport fuels and chemical feedstocks
Syngas
Combustible gas mixture (H2, CO, CH4) for process heat or electricity, often making the plant energy self-sufficient
The exact product distribution depends on temperature, heating rate, and residence time. Slow pyrolysis (lower temperature, longer residence) maximizes biochar yield, while fast pyrolysis (higher temperature, rapid heating) maximizes bio-oil.
Suitable Feedstocks
Biomass pyrolysis plants can process a wide range of organic feedstocks. The choice of feedstock significantly impacts product yields, biochar quality, and overall economics:
- Agricultural residues: Rice husk, wheat straw, corn stover, coconut shell, palm kernel shell, sugarcane bagasse
- Forestry waste: Wood chips, sawdust, bark, branches, logging residues
- Energy crops: Miscanthus, switchgrass, bamboo, willow
- Organic municipal waste: Yard trimmings, food processing waste, paper mill sludge
- Industrial biomass: Olive pomace, coffee grounds, distillery waste, textile waste (natural fibers)
Key requirements: moisture content below 15% (drying may be needed), particle size appropriate for reactor type, and minimal contamination with plastics or metals.

Common biomass feedstocks for pyrolysis
Product Yields by Feedstock
| Feedstock | Biochar Yield | Bio-Oil Yield | Syngas Yield | Optimal Temp |
|---|---|---|---|---|
| Rice Husk | 35-40% | 25-30% | 25-30% | 450-550 C |
| Coconut Shell | 28-33% | 35-40% | 20-25% | 500-600 C |
| Wood Chips / Sawdust | 25-30% | 40-50% | 15-20% | 500-600 C |
| Palm Kernel Shell | 30-35% | 30-40% | 20-25% | 450-550 C |
| Miscanthus / Switchgrass | 22-28% | 35-45% | 20-25% | 500-600 C |
| Bamboo | 28-35% | 30-38% | 20-25% | 500-600 C |
Yields based on slow-to-intermediate pyrolysis conditions. Fast pyrolysis shifts yields toward higher bio-oil (up to 70%) and lower biochar.
Planning a biomass pyrolysis project? APChemi has designed 49+ commercial plants globally. Get a free feasibility assessment.
How a Biomass Pyrolysis Plant Works
A typical biomass pyrolysis plant follows this process flow:

Pre-processing
Biomass is dried (to <15% moisture), size-reduced (chipped/ground), and screened to remove contaminants like metals or plastics
Feeding
Processed biomass is fed into the pyrolysis reactor via screw feeders or conveyor systems with an airlock to prevent oxygen entry
Pyrolysis Reaction
Biomass is heated to 400-700 degrees C in the absence of oxygen. Thermal decomposition produces vapors and solid biochar
Condensation
Hot vapors pass through a condensation train where bio-oil is collected as liquid. Non-condensable gases remain as syngas
Biochar Cooling & Collection
Solid biochar exits the reactor through a cooling screw and is collected for packaging or further processing
Syngas Utilization
Non-condensable gas is cleaned and recycled as process fuel, often providing 60-100% of the plant's energy needs
Post-processing
Biochar may be activated, pelletized, or blended for specific applications; bio-oil may be filtered, upgraded, or distilled
Plant Configurations
Slow Pyrolysis
Temp: 350-550 °C
Residence: 30 min to several hours
Biochar yield: 30-40%
Best for: Carbon sequestration, soil amendment, CDR credit generation
Reactors: Rotary kiln, auger/screw, retort, batch kilns
Fast Pyrolysis
Temp: 450-600 °C
Residence: 1-5 seconds
Bio-oil yield: 60-75%
Best for: Liquid fuel production, chemical feedstock
Reactors: Fluidized bed, circulating fluidized bed, ablative
Intermediate Pyrolysis
Temp: 400-550 °C
Residence: Moderate
Distribution: ~30% each product
Best for: Balanced revenue from all three products
Reactors: Auger/screw, rotary drum
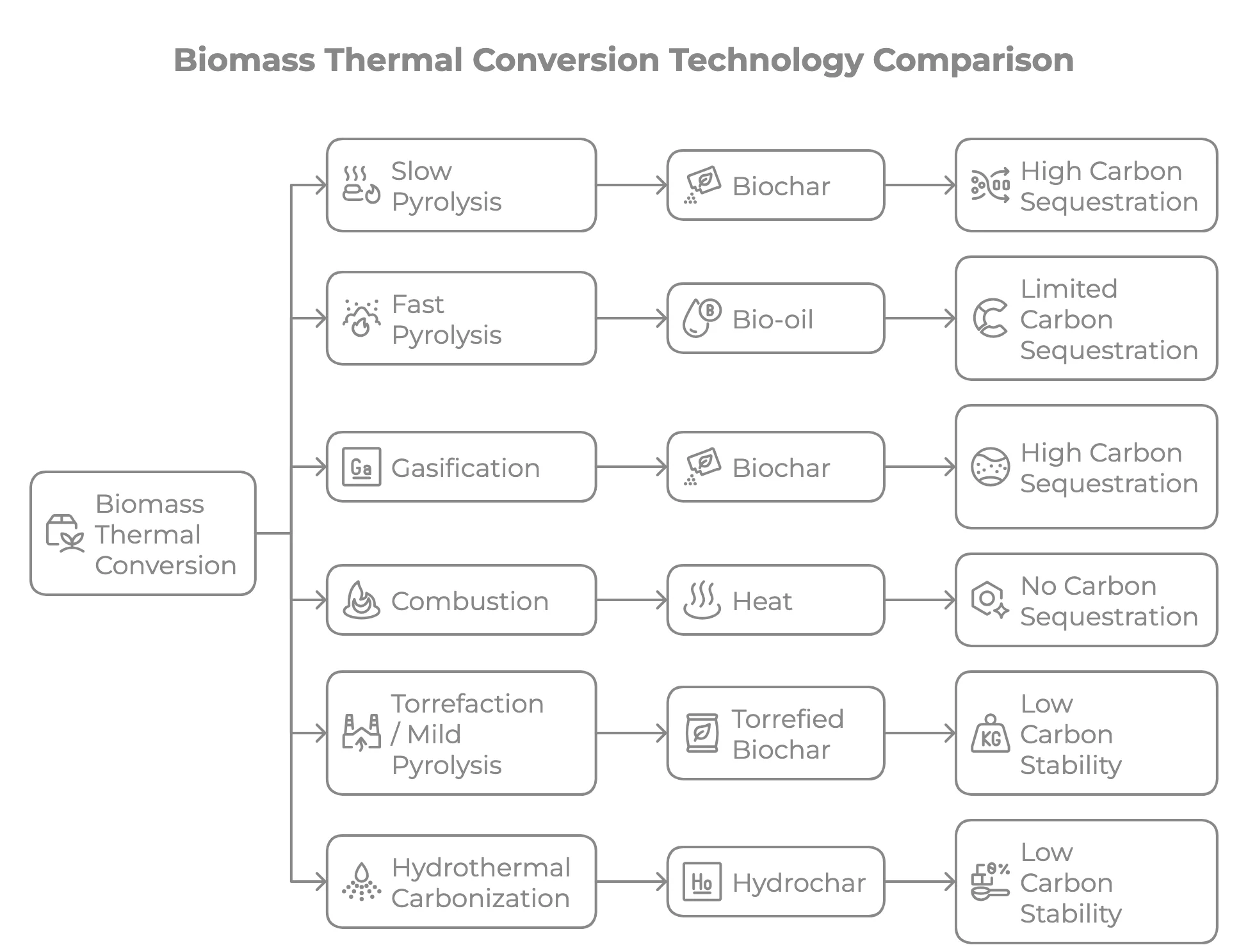
Biomass thermal conversion technology comparison — slow pyrolysis and gasification deliver the highest carbon sequestration potential via biochar production
Biochar & Carbon Credits
Biochar is emerging as one of the most bankable carbon dioxide removal (CDR) technologies. When biomass absorbs CO2 during growth and is then pyrolyzed, the resulting biochar locks that carbon in a stable form for hundreds to thousands of years — effectively removing CO2 from the atmosphere.
Biochar CDR Revenue Model
- Carbon credit value: $50-$150+ per tonne of CO2 equivalent (and rising)
- Certification bodies: Puro.earth, Verra, Gold Standard, European Biochar Certificate
- Buyers: Microsoft, Stripe, Shopify, Swiss Re, and hundreds of corporates with net-zero commitments
- Stacking revenue: Biochar can be sold as a physical product AND generate carbon credits — dual revenue stream
APChemi specializes in designing biomass pyrolysis plants optimized for CDR-grade biochar production, with the documentation and process control needed for carbon credit certification.
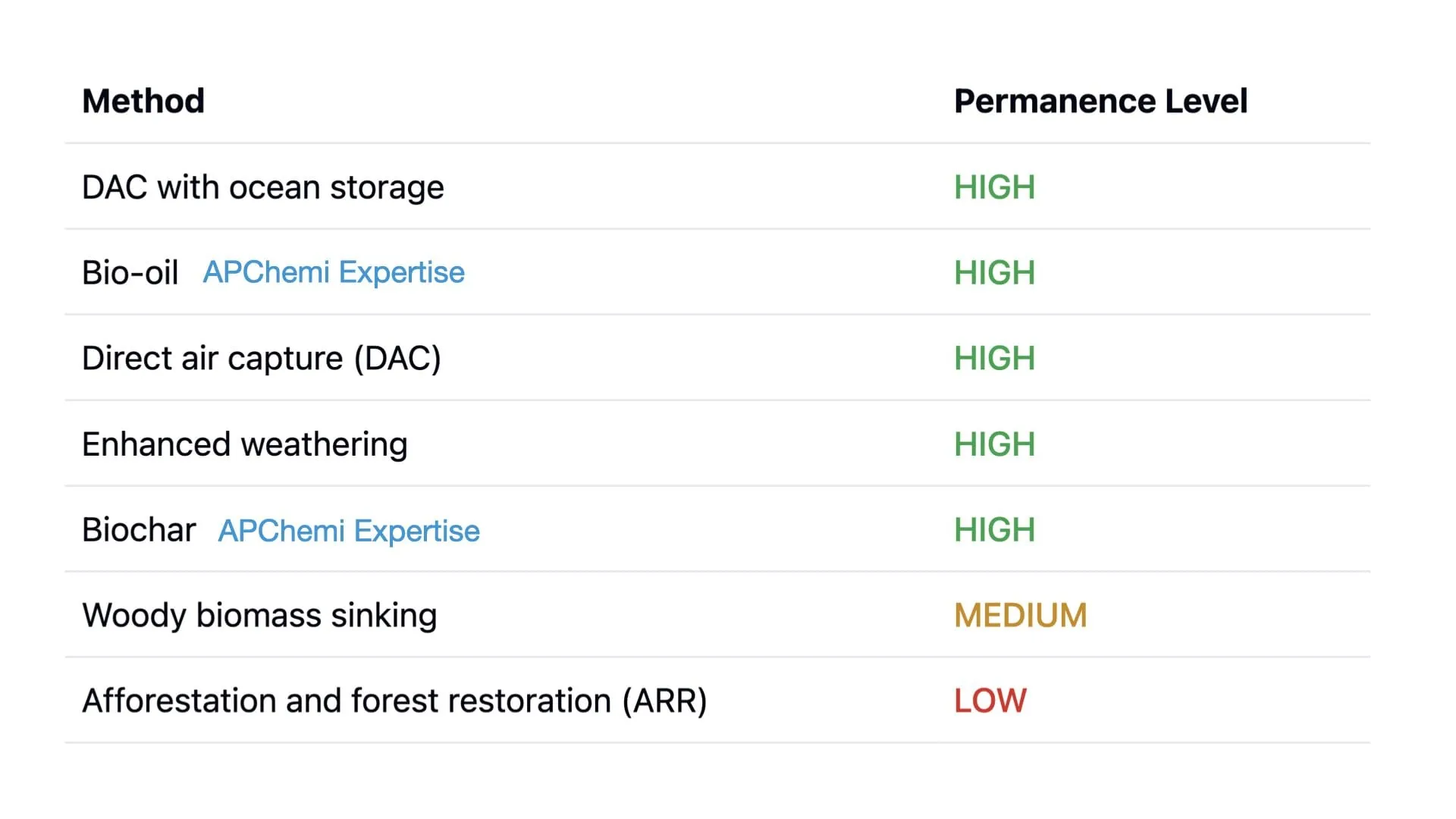
Biochar: among the most durable carbon removal methods
Biochar Applications

Cost Overview
Biomass pyrolysis plants are generally 20-40% less expensive than tire or plastic pyrolysis plants of equivalent capacity due to simpler pre-processing requirements.
1-5 TPD
Ideal for farms, small cooperatives, and pilot projects
10-20 TPD
Best balance of cost and throughput for commercial operations
50+ TPD
Industrial-scale with lowest per-tonne processing costs
Operating costs run $30-$80 per tonne of feedstock processed, with energy self-sufficiency achievable via syngas recycling.
See the complete cost guide for detailed pricing tables.

Engineering design for a 50 TPD biomass pyrolysis plant — APChemi project
Ready to invest in biomass pyrolysis? APChemi provides end-to-end support from R&D testing to plant commissioning. Get your custom feasibility report.
APChemi's Biomass Pyrolysis Expertise
Why APChemi for Biomass Pyrolysis
R&D Lab Testing
- ✓ Test your specific biomass feedstock before committing
- ✓ Characterize biochar quality and carbon content
- ✓ Optimize temperature and residence time
- ✓ Validate economic assumptions with real data
Biochar CDR Optimization
- ✓ Process design for maximum carbon stability
- ✓ Documentation for Puro.earth / Verra certification
- ✓ MRV (Measurement, Reporting, Verification) support
- ✓ Carbon credit market access guidance
Plant Design & PMC
- ✓ Custom reactor design for your feedstock
- ✓ End-to-end project management
- ✓ Vendor evaluation and procurement support
- ✓ Commissioning and operator training
ISCC Plus Certification
- ✓ Sustainability certification for bio-oil and biochar
- ✓ Mass balance chain of custody
- ✓ Access to premium European markets
- ✓ GHG savings documentation

Learn how APChemi's biomass pyrolysis technology converts agricultural and forestry waste into biodiesel, biochar, and syngas.
Biochar Producers
Find biomass pyrolysis operators and biochar producers for carbon removal, soil amendment, and industrial applications.
Frequently Asked Questions
Biomass pyrolysis plants can process agricultural residues (rice husk, coconut shell, palm kernel shell), forestry waste (wood chips, sawdust, bark), energy crops (miscanthus, switchgrass), and organic municipal waste. Feedstock should have moisture content below 15% for optimal processing.
Slow pyrolysis of biomass typically yields 25-35% biochar, 30-40% bio-oil, and 20-30% syngas by weight. The exact yields depend on feedstock type, temperature (400-700 degrees C), heating rate, and residence time. Lower temperatures favor biochar production.
A small-scale biomass pyrolysis plant (1-5 TPD) costs $50,000-$200,000 for equipment. Mid-scale continuous plants (10-20 TPD) range from $300,000 to $2M turnkey. Large-scale plants (50+ TPD) cost $3M-$10M+. Biomass plants are typically 20-40% cheaper than tire or plastic pyrolysis plants.
Yes. Biochar is one of the most validated carbon dioxide removal (CDR) methods. When produced from sustainable biomass, biochar sequesters carbon for hundreds to thousands of years. Carbon credits for biochar CDR currently trade at $50-$150+ per tonne of CO2 equivalent, with prices rising as demand for durable carbon removal grows.
Most biomass pyrolysis plants achieve ROI within 2-4 years. Revenue comes from biochar sales ($200-$800/MT), bio-oil ($300-$500/MT), syngas (self-use as fuel), and carbon credits ($50-$150/tonne CO2). Government subsidies and renewable energy incentives can reduce payback to under 2 years.
Get a Free Consultation
Tell us about your pyrolysis project and our engineers will get back to you within 24 hours.
Get a Free Project Assessment →Explore More
Pyrolysis Plant Cost Guide
Complete breakdown of equipment, turnkey, and operating costs by capacity.
Biochar & Carbon Removal (CDR)
How biochar enables carbon dioxide removal and generates carbon credits.
Environmental Impact Guide
Lifecycle analysis, carbon credits, and ESG metrics for pyrolysis projects.
Continuous Pyrolysis Plant
24/7 operation with higher throughput and lower per-tonne costs.
R&D / Lab Testing
Test your feedstock at APChemi's R&D facility before investing.
Feasibility Study Guide
How to evaluate whether a pyrolysis project is viable for your location.