
Chemical Recycling — Closing the Loop on Plastic Waste
Why Chemical Recycling?
Mechanical recycling has inherent limitations that chemical recycling solves. While mechanical recycling works well for clean, sorted single-polymer streams, it fails for the vast majority of plastic waste — the contaminated, multi-layer, and mixed plastic that makes up the bulk of what goes to landfill.
Mechanical vs. Chemical Recycling
✕ Mechanical Recycling Limitations
- ● Requires sorted, clean single-polymer streams
- ● Degrades polymer quality each cycle (2-3 max)
- ● Cannot handle multilayer or contaminated plastic
- ● Output rarely meets food-contact standards
- ● Only handles ~9% of all plastic ever produced
✓ Chemical Recycling Advantages
- ● Handles mixed, contaminated, and multilayer plastics
- ● Produces virgin-quality output — infinitely recyclable
- ● Processes plastic rejected by mechanical recyclers
- ● Output qualifies for food-contact packaging
- ● Addresses the remaining 91% of plastic waste
Where Pyrolysis Fits in the Recycling Landscape
Pyrolysis occupies a critical position among plastic recycling technologies. While mechanical recycling handles clean, sorted polymers and gasification handles heavily contaminated mixed waste, pyrolysis targets the vast middle ground — mixed polyolefins and contaminated plastics that represent the largest fraction of unrecycled plastic waste. This makes it the primary enabler of chemical recycling at scale.

Plastic recycling technology landscape
The Chemical Recycling Value Chain
Chemical recycling via pyrolysis involves a seven-step circular process that converts waste plastics back into virgin-quality materials. Each step in the chain requires specific expertise and technology.
Waste Collection & Sorting
Non-mechanically-recyclable plastics (mixed, contaminated, multilayer) are collected and sorted to remove PVC, metals, and organic waste. Pre-sorting quality determines final oil yield.
Pre-Processing
Plastics are shredded, washed, and dried to meet pyrolysis feed specifications. Moisture content must be below 10%, and particle size is reduced to 10-50mm for optimal heat transfer.
Pyrolysis Conversion
Thermal cracking at 400-550°C converts plastic polymers into liquid hydrocarbons (pyrolysis oil) and non-condensable gas. The gas is recirculated as process fuel, reducing external energy needs by 60-80%.
Oil Purification & Distillation APChemi Expertise
Crude pyrolysis oil is distilled and decontaminated to produce naphtha-grade feedstock meeting petrochemical specifications. APChemi's PUREMAX technology removes sulfur, chlorine, metals, and particulates.
Steam Cracking
Purified naphtha is fed into a steam cracker at a petrochemical complex, producing ethylene, propylene, butadiene, and aromatics — the building blocks for new plastics.
Polymerization
Monomers are polymerized into new PE, PP, PS, and other plastics — chemically identical to fossil-derived virgin plastics. Fully suitable for food-contact and medical applications.
ISCC Plus Tracking
Mass balance accounting certifies the recycled content through the entire value chain, enabling brand owners to claim and market recycled content in their products.

APChemi's automated continuous pyrolysis plant

Plant control room and operations

APChemi's role in the chemical recycling value chain — from waste plastics to petrochemical feedstock
Feedstock Suitability
Not all plastics are equally suited for pyrolysis-based chemical recycling. Understanding feedstock compatibility is critical for project success and oil quality.
| Plastic Type | Resin Code | Oil Yield | Suitability |
|---|---|---|---|
| Polyethylene (PE) | #2 HDPE / #4 LDPE | 80-85% | Excellent |
| Polypropylene (PP) | #5 | 80-85% | Excellent |
| Polystyrene (PS) | #6 | 70-80% | Excellent |
| Mixed Polyolefins | Mixed | 70-80% | Good |
| Multilayer Packaging | #7 Other | 60-75% | Good |
| PET | #1 | 30-40% | Limited |
| PVC | #3 | Excluded | Not Suitable |
Multilayer Packaging — The Biggest Opportunity
Multilayer plastic packaging (used in food, cosmetics, and consumer goods) is the single largest category of plastic waste that cannot be mechanically recycled. These laminates combine PE, PP, PET, nylon, and aluminum layers that are inseparable by conventional means. Pyrolysis is the only viable recycling pathway for this material at commercial scale.
APChemi has specific experience processing multilayer packaging waste, including a landmark project with one of India's largest flexible packaging manufacturers.

Multilayer packaging pyrolysis plant
APChemi works with major petrochemical companies on chemical recycling projects. Our clients include Shell and BASF. Discuss your project with our team.
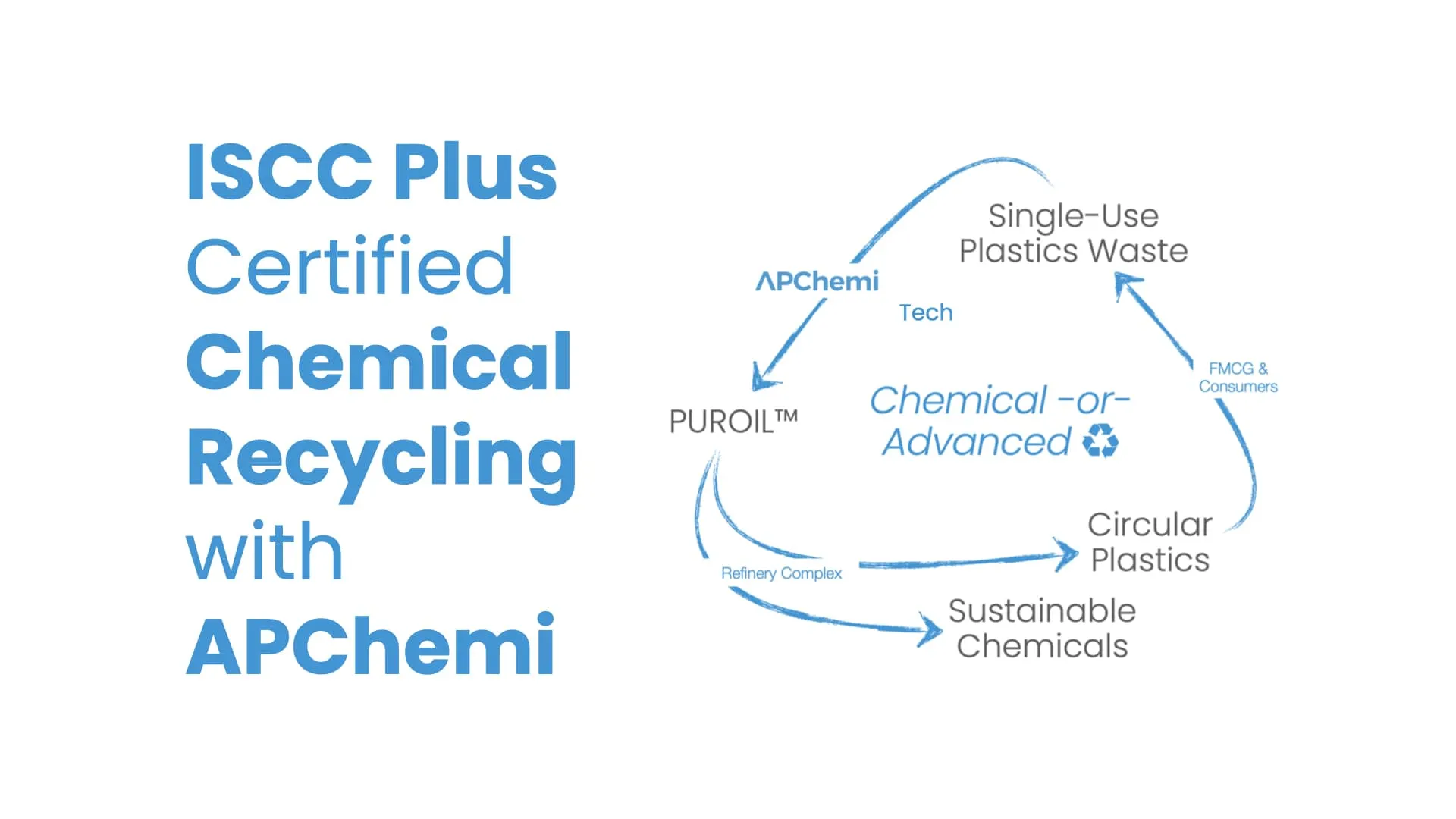
ISCC Plus & Mass Balance Accounting
ISCC Plus (International Sustainability and Carbon Certification) provides the framework for tracking recycled content through the chemical recycling value chain using mass balance accounting. Without ISCC certification, pyrolysis oil is simply fuel — with it, the same oil becomes certified circular feedstock worth a premium.
Chain of Custody
Every step from waste collection to final product is documented and audited. Full traceability of recycled content from waste to new plastic.
Mass Balance
Recycled content is attributed to specific product batches via mass balance — similar to green electricity certificates or fair-trade coffee tracking.
Recycled Content Claims
End products can carry verified "recycled content" claims for brand owners and regulatory compliance with EU packaging regulations.
APChemi Track Record
APChemi has supported 4 plants in achieving ISCC PLUS certification (+1 coming up), with end-to-end guidance from initial audit through certified production.
ISCC Plus mass balance system tracks recycled content from waste plastic to new product
Market Drivers & Regulatory Push
Chemical recycling is being propelled by an unprecedented convergence of regulatory mandates, brand commitments, and investor pressure. The economics are increasingly compelling.
EU Packaging Regulation
Mandates 10% recycled content in food-contact plastic packaging by 2030. Chemical recycling is the primary pathway for food-grade recycled content.
Brand Owner Commitments
Unilever, Nestle, Coca-Cola, and others have pledged 25-50% recycled content by 2025-2030, creating massive demand for certified recycled feedstock.
UK Plastic Packaging Tax
Imposes £210.82/tonne levy on packaging with <30% recycled content. Chemical recycling output qualifies as recycled content.
EPR Schemes
Extended Producer Responsibility regulations increasingly credit chemical recycling, creating financial incentives for waste processors and brand owners.
Petrochemical Investment
BASF, Shell, SABIC, LyondellBasell, and others have announced $10B+ in chemical recycling investments through 2030.
ESG & Investor Pressure
ESG mandates push petrochemical companies toward circular feedstock sourcing. Chemical recycling provides measurable circularity metrics.
Growing Brand Demand for Recycled Content
Major consumer brands are driving demand for ISCC-certified recycled plastics to meet their sustainability pledges. This creates a price premium of $200-400/tonne for certified circular feedstock over conventional pyrolysis oil sold as fuel. The premium directly improves project ROI for chemical recycling operators.

Recycled content certification
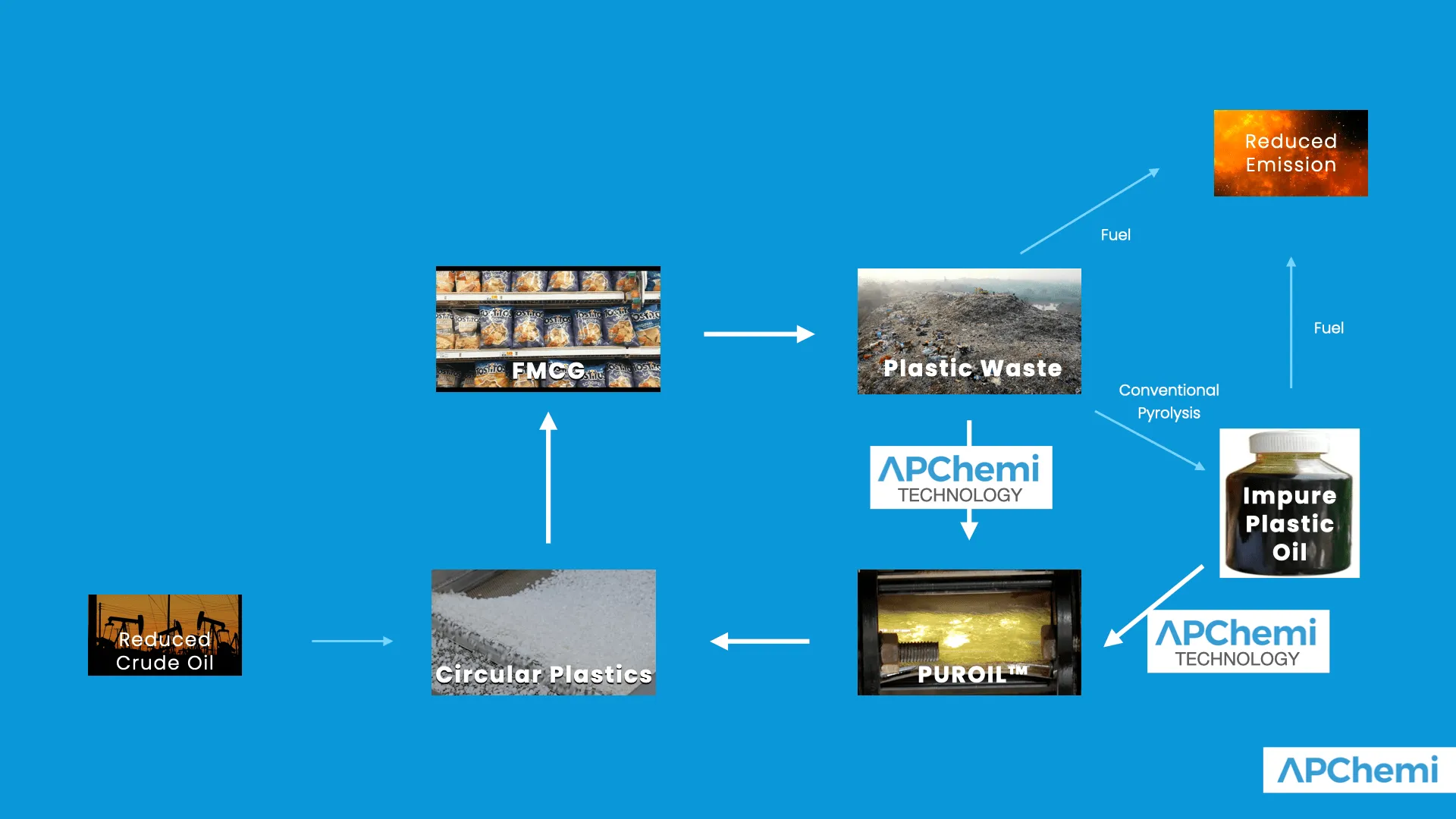
Chemical Recycling Premium
ISCC-certified pyrolysis oil for chemical recycling commands a $200-400/tonne premium over fuel-grade pyrolysis oil. For a 20 TPD plant producing 15 tonnes of oil daily, this translates to $1M-$2M additional annual revenue — transforming project economics.
Oil Quality for Petrochemical Acceptance
The critical challenge in chemical recycling is producing pyrolysis oil that meets petrochemical feedstock specifications. Crude pyrolysis oil contains contaminants that must be removed before steam cracker acceptance.
Contaminants That Must Be Removed
● Chlorine & Halogens
From PVC contamination and additives. Must be reduced to <10 ppm for steam cracker acceptance. APChemi's PUREMAX achieves <5 ppm.
● Sulfur Compounds
From rubber, vulcanized materials, and additives. Target: <200 ppm sulfur for naphtha-grade specifications.
● Metals & Particulates
Trace metals (Si, Fe, Na, Ca) from fillers and pigments. Must be removed to prevent steam cracker catalyst poisoning.
● Nitrogen & Oxygen
From nylon, PET, and PU contamination. High nitrogen causes NOx formation in downstream processing.
APChemi's PUREMAX Purification Technology
APChemi operates its own 15,000 L/day distillation plant and has developed proprietary PUREMAX technology specifically designed to upgrade crude pyrolysis oil to petrochemical specifications. The multi-stage process includes vacuum distillation, catalytic hydrotreating, and decontamination — producing naphtha-grade fractions accepted by major steam cracker operators.
This oil purification capability is the key technology enabler for chemical recycling — without it, pyrolysis oil remains fuel; with it, the same oil becomes certified circular petrochemical feedstock.
Oil purification enables plastic circularity
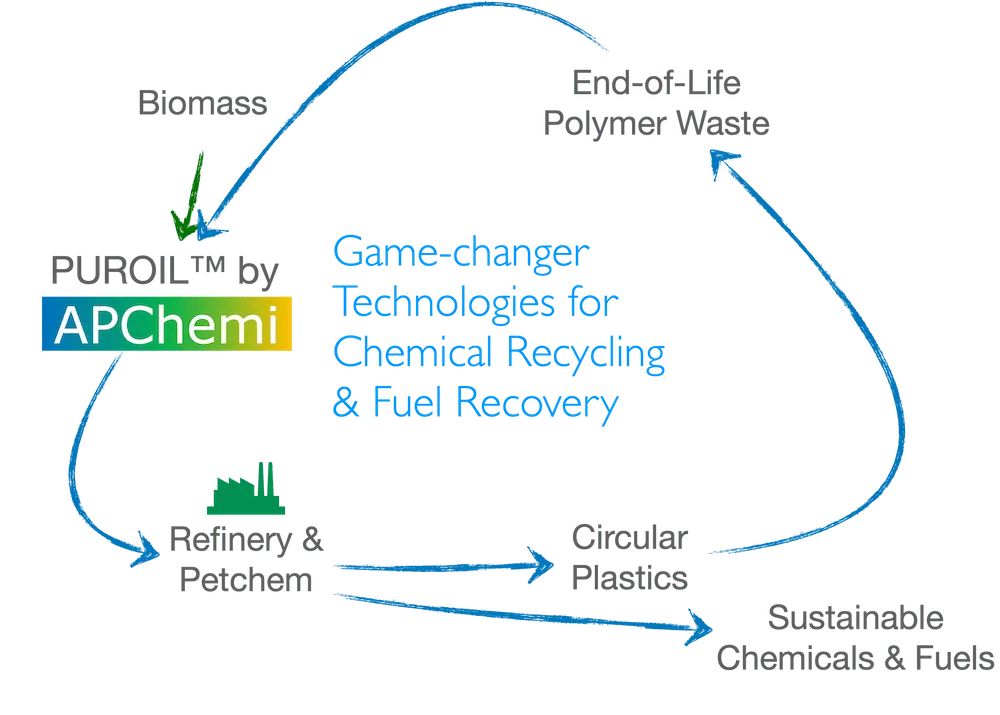
APChemi's Role in Chemical Recycling
APChemi operates at the critical conversion step of the chemical recycling value chain — where waste plastics are transformed into petrochemical feedstock. Our capabilities span the full technology chain from plant design to certified oil production.
APChemi Chemical Recycling Capabilities
Pyrolysis Plant Design
- ✓ Plants engineered for petrochemical-grade oil output
- ✓ Feedstock-specific reactor design (PE, PP, PS, mixed)
- ✓ Continuous and batch configurations
- ✓ 5-100+ TPD capacity range
Oil Purification & Distillation
- ✓ Own 15,000 L/day distillation facility
- ✓ PUREMAX technology — chlorine, sulfur, metals removal
- ✓ Naphtha-grade output for steam crackers
- ✓ Toll processing services available
Petrochemical Partnerships
- ✓ Direct experience with Shell, BASF specifications
- ✓ Supply agreement structuring support
- ✓ Offtake volume and quality matching
- ✓ Technical liaison between pyrolysis and cracker operations
ISCC Certification Support
- ✓ End-to-end ISCC Plus certification guidance
- ✓ Mass balance documentation systems
- ✓ Audit preparation and support
- ✓ 3+ plants successfully certified
APChemi's integrated technology suite for chemical recycling

Recognized by Industry
APChemi was awarded the FICCI Circular Technology Disrupter Award for its contributions to advancing chemical recycling technology — recognizing APChemi's leadership in pyrolysis-based plastic circularity and oil purification innovation.
Project Economics
Chemical recycling via pyrolysis offers compelling economics driven by the premium pricing of ISCC-certified circular feedstock compared to fuel-grade pyrolysis oil.
| Revenue Stream | Fuel-Grade | Chemical Recycling Grade | Premium |
|---|---|---|---|
| Pyrolysis Oil (Crude) | $400-500/t | $600-900/t | +50-100% |
| Distilled Naphtha Fraction | $500-600/t | $800-1,200/t | +60-100% |
| Annual Revenue (20 TPD plant) | $2-3M | $4-6M | +$2-3M |
| Payback Period | 3-4 years | 1.5-2.5 years | 40-50% faster |
Chemical Recycling Transforms ROI
By targeting ISCC-certified chemical recycling rather than fuel production, a 20 TPD plant can generate $2-3M additional annual revenue with a payback period reduction of 40-50%. The incremental investment in oil purification equipment typically pays for itself within 12-18 months.
Getting Started with Chemical Recycling
APChemi provides a structured pathway from concept to ISCC-certified production, de-risking every step of the chemical recycling journey.
Feedstock Assessment
APChemi's R&D lab characterizes your plastic waste — composition, contamination, moisture, polymer ratios — and determines chemical recycling suitability and expected oil yield.
Timeline: 2-4 weeks
Pilot Testing
Process your specific feedstock in APChemi's pilot facility. Validate oil yield, quality, and purification requirements. Generate samples for petrochemical partner evaluation.
Timeline: 4-8 weeks
Techno-Commercial Feasibility
Complete financial modeling including CAPEX, OPEX, feedstock costs, offtake pricing (fuel-grade vs chemical recycling-grade), and ISCC certification costs.
Timeline: 4-6 weeks
Plant Design & Build
Full EPC delivery — reactor design, oil purification system, automation, commissioning. Plants designed from day one for ISCC certification and petrochemical-grade output.
Timeline: 12-18 months
ISCC Certification & Offtake
Achieve ISCC Plus certification with APChemi's proven support process. Establish offtake agreements with petrochemical partners for certified circular feedstock.
Target: Certified production within 18-24 months
Chemical Recycling Companies
Browse plastic pyrolysis and chemical recycling companies converting waste plastics into circular feedstock worldwide.
Frequently Asked Questions
Chemical recycling (also called advanced recycling or feedstock recycling) breaks down waste plastics into their molecular building blocks — hydrocarbons, monomers, or chemical intermediates. Unlike mechanical recycling, which melts and reforms plastic (degrading quality each cycle), chemical recycling produces feedstock equivalent to virgin petrochemicals, enabling true plastic-to-plastic circularity.
Pyrolysis converts waste plastics into liquid hydrocarbons (pyrolysis oil) that are chemically similar to naphtha — the primary feedstock for petrochemical plants. This naphtha-equivalent oil is fed into steam crackers to produce ethylene, propylene, and other monomers that are polymerized into new, virgin-quality plastics. The ISCC Plus mass balance system tracks recycled content through the value chain.
Major petrochemical companies investing in pyrolysis-based chemical recycling include BASF (ChemCycling), SABIC (TRUCIRCLE), Shell, LyondellBasell, ExxonMobil, TotalEnergies, Dow, and Neste. Collectively, these companies have announced over $10 billion in chemical recycling investments through 2030.
Polyolefins (PE, PP) and polystyrene (PS) are ideal for pyrolysis-based chemical recycling, yielding 70-85% oil. Mixed plastics that cannot be mechanically recycled are particularly suitable. PVC must be excluded (<5%). PET is better suited to glycolysis or methanolysis. Multi-layer packaging that stumps mechanical recyclers is well-handled by pyrolysis.
When combined with ISCC Plus certification and mass balance accounting, pyrolysis-based chemical recycling achieves true circularity. The output plastics have identical properties to virgin material (unlike downgraded mechanical recyclate) and can be recycled again through the same process indefinitely. Critics note the energy intensity, but well-designed systems using process gas for energy achieve reasonable lifecycle emissions.
Get a Free Consultation
Tell us about your pyrolysis project and our engineers will get back to you within 24 hours.
Get a Free Project Assessment →Explore More
Plastic Pyrolysis Plant
Convert waste plastics into pyrolysis oil for chemical recycling.
Oil Purification & Distillation
Upgrade crude pyrolysis oil to naphtha-grade petrochemical feedstock.
ISCC Plus Certification
Certify your pyrolysis output for mass balance accounting.
EPR & Pyrolysis
How EPR regulations drive demand for chemical recycling globally.
Tire Pyrolysis Plant
Tire-derived oil and rCB for circular rubber production.
Pyrolysis Plant Cost Guide
Investment requirements for chemical recycling-grade pyrolysis plants.