
The Global Waste Tire Challenge
Pyrolysis turns an environmental liability into a profitable circular economy business.
What Is Tire Pyrolysis?
Tire pyrolysis is the thermochemical decomposition of rubber tires at 400-550 degrees C in an oxygen-free environment. Tires consist of natural and synthetic rubber (~45%), carbon black (~25%), steel (~15%), and textile fibers/additives (~15%). During pyrolysis, the rubber polymers break down into smaller molecules that are recovered as oil, solid carbon residue, and gas.
Unlike tire incineration (which produces toxic emissions) or landfilling (which wastes resources and creates fire hazards), pyrolysis is an environmentally sound recycling method that recovers over 99% of tire materials as valuable products.
Products & Yields
Pyrolysis Oil
$400-$600/MT
Carbon Black (rCB)
$300-$600/MT
Steel Wire
$150-$250/MT
Syngas
Self-use fuel
| Product | Yield | Market Price | Primary Use | Revenue/Tonne |
|---|---|---|---|---|
| Pyrolysis Oil | 40-50% | $400-$600/MT | Industrial fuel (HFO replacement), marine fuel, further refining to diesel | $160-$300/tonne of tires |
| Recovered Carbon Black (rCB) | 30-35% | $300-$600/MT | Rubber compounding, inks, coatings, construction materials | $90-$210/tonne of tires |
| Steel Wire | 10-15% | $150-$250/MT | Scrap metal recycling, steel mills | $15-$38/tonne of tires |
| Non-Condensable Gas | 10-15% | Self-use | Process fuel — replaces external energy, achieving energy self-sufficiency | Cost savings of $10-$25/tonne |
Revenue Per Tonne of Tires Processed
APChemi owns and operates its own tire pyrolysis oil distillation plant, processing 5 million litres per year. Get expert guidance on your tire pyrolysis project.
How a Tire Pyrolysis Plant Works
A typical tire pyrolysis plant follows this process flow:
Tire Shredding
Whole tires are shredded into 50-100mm chips using heavy-duty shredders. Steel bead wire may be partially removed at this stage
Feeding
Tire chips are fed into the pyrolysis reactor via airlock-sealed screw feeders or hydraulic rams (batch plants use manual loading)
Pyrolysis Reaction
Tire chips are heated to 400-550 degrees C without oxygen. Rubber decomposes into vapors, leaving behind solid carbon and steel
Condensation
Hot vapors pass through a multi-stage condensation system. Pyrolysis oil condenses as liquid; non-condensable gas remains
Carbon Black Recovery
Solid residue (rCB + steel) exits the reactor. Magnetic separation extracts steel wire. rCB is milled and classified
Gas Recycling
Non-condensable gas is cleaned and burned as process fuel, reducing external energy costs by 60-100%
Oil Storage & Purification
Crude tire pyrolysis oil (TPO) is stored or further processed via distillation into lighter fuel fractions
Tire Pyrolysis Oil Purification
Crude tire pyrolysis oil (TPO) contains sulfur (0.5-1.5%), particulates, and heavy fractions that limit its direct use. APChemi operates its own 15,000 litre/day fractional distillation plant that upgrades crude TPO into premium products:
- Light fraction (~10%): Naphtha-range solvent
- Middle distillate (~60%): Diesel-equivalent fuel with <0.3% sulfur
- Heavy fraction (~25%): Heavy fuel oil replacement
- Residue (~5%): Carbon-rich residue for rCB blending
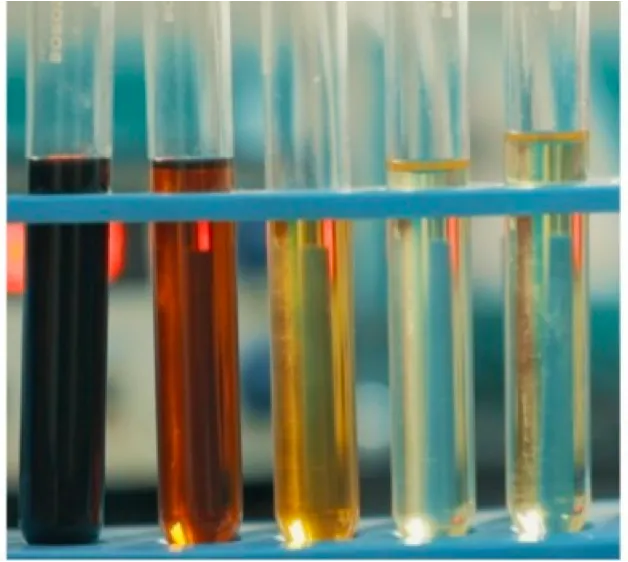
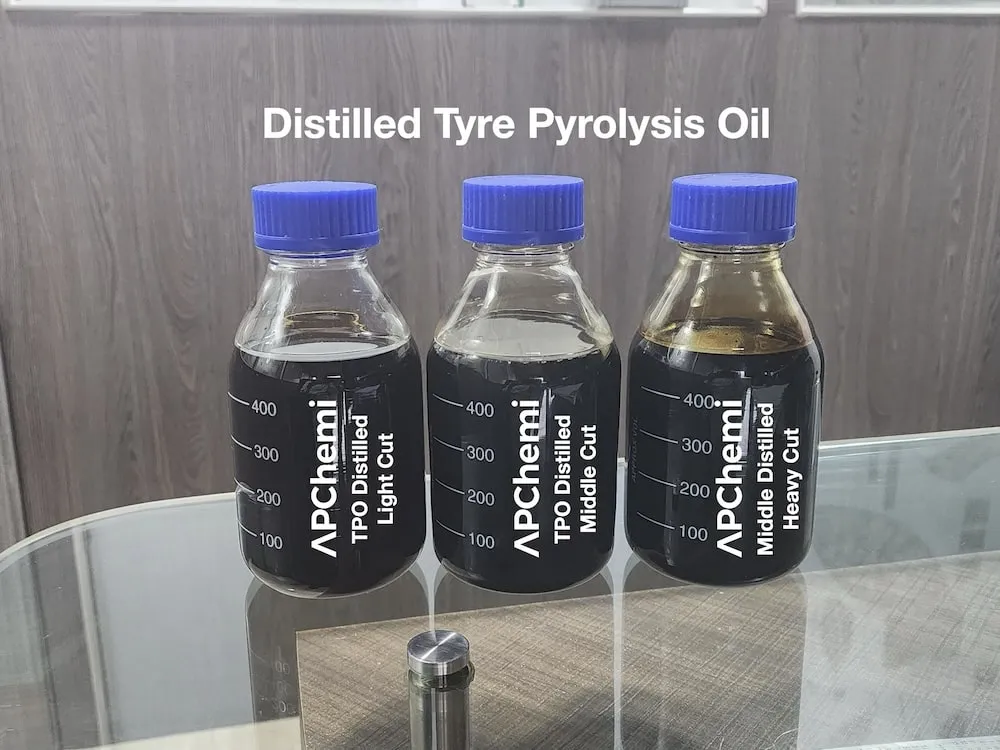
Pyrolysis oil quality improvement through distillation
Distilled TPO commands 50-70% price premium
$600-$900/MT vs. $400-$550/MT for crude. ISCC-certified distilled oil can fetch $700-$1,100/MT.
Batch vs. Continuous Tire Pyrolysis
Batch Plants
- Lower CAPEX: $80,000-$250,000 for 5 TPD
- Higher labor: 10-20 workers per shift
- Lower efficiency: Heat-cool cycles waste energy
- Best for: Markets with cheap labor and low feedstock volumes
Continuous Plants
- Higher CAPEX: $400,000-$2M+ for 10-20 TPD
- Lower labor: 4-8 workers per shift
- Better quality: Consistent products, higher oil quality
- ISCC eligible: Required for certification and premium markets
APChemi recommends continuous plants for operations above 10 TPD due to significantly better economics at scale.
APChemi is ISCC Plus certified for pyrolysis oil production
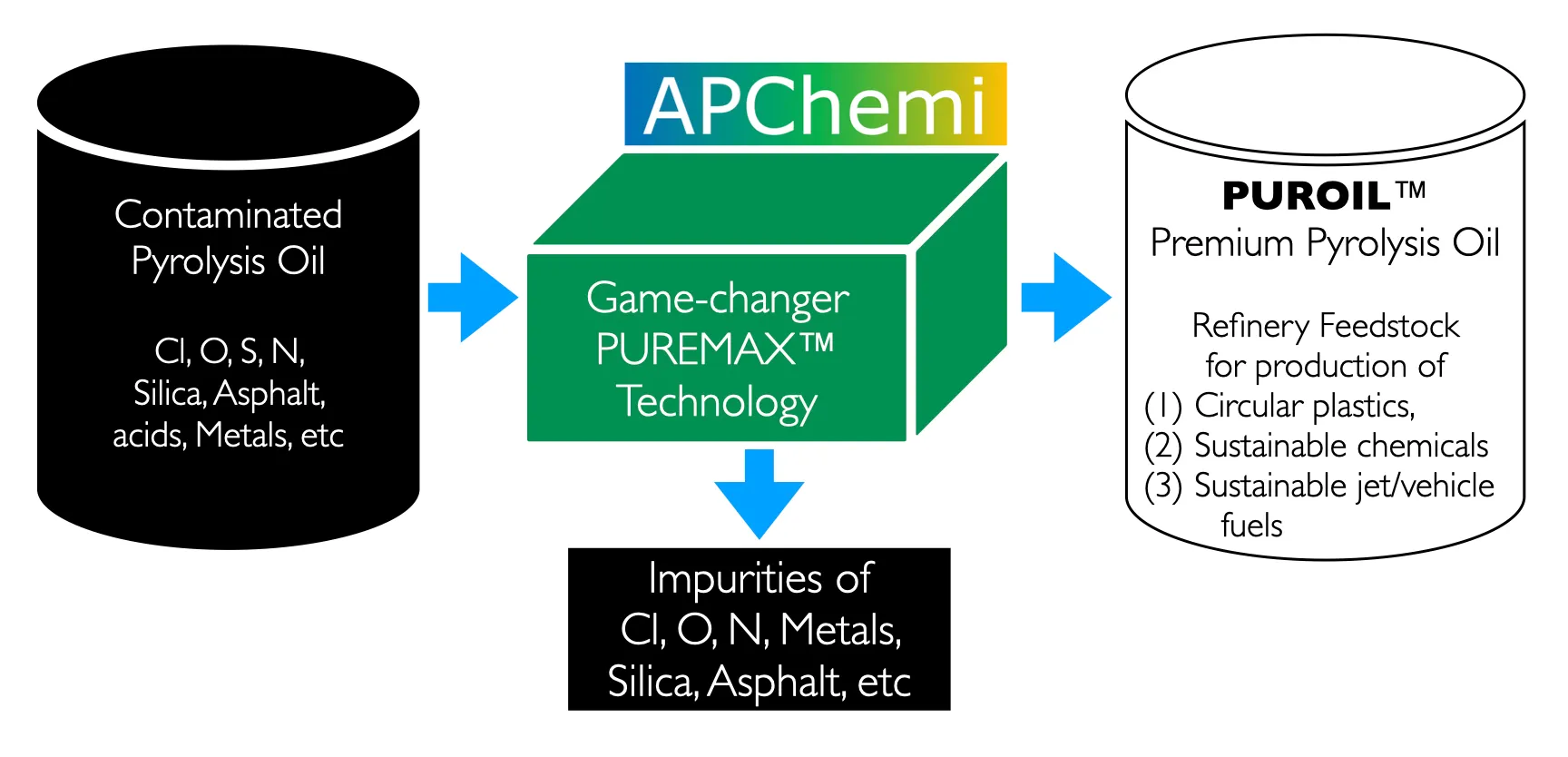
PUREMAX technology for oil purification and decontamination
APChemi's Tire Pyrolysis Expertise
APChemi: Vertically Integrated Tire Pyrolysis Experts — PYROMAX Reactor + PUREMAX Oil Purification
Own Distillation Plant
- ✓ 15,000 L/day fractional distillation facility
- ✓ We practice what we preach — hands-on operations
- ✓ Process optimization from real production data
- ✓ ISCC Plus certified production
rCB Validation Services
- ✓ rCB quality testing and characterization
- ✓ End-market application validation
- ✓ Processing optimization for premium grades
- ✓ EU recycled content compliance
Plant Design & PMC
- ✓ Feasibility study and techno-economic analysis
- ✓ End-to-end project management
- ✓ Vendor evaluation and procurement support
- ✓ Commissioning and operator training
Plant Troubleshooting
- ✓ Performance optimization for existing plants
- ✓ Oil quality improvement programs
- ✓ Capacity debottlenecking
- ✓ Emission reduction and compliance


See how APChemi's tire pyrolysis technology produces high-grade recycled carbon black (rCB) and pyrolysis oil from end-of-life tires.
Tire Pyrolysis Companies
Find tire pyrolysis plant operators, rCB producers, and tire-derived fuel suppliers worldwide.
Frequently Asked Questions
Tire pyrolysis produces four valuable products: pyrolysis oil (40-50% yield) used as industrial fuel or further refined into diesel-grade fuel; recovered carbon black or rCB (30-35%) used in rubber compounding, inks, and coatings; steel wire (10-15%) sold as scrap metal; and non-condensable gas (10-15%) used as process fuel making the plant energy self-sufficient.
A small batch tire pyrolysis plant (5 TPD) costs $80,000-$250,000 for equipment. Mid-scale continuous plants (10-20 TPD) range from $400,000-$2M for equipment or $1M-$4M turnkey. Large-scale plants (50+ TPD) cost $4M-$15M+ turnkey. Tire shredding equipment adds $20,000-$80,000.
Yes. A well-designed 20 TPD tire pyrolysis plant typically generates $1.5M-$2.5M annual revenue from oil, rCB, steel, and gas sales. With operating costs of $30-$60/tonne, annual profit margins of 30-50% are achievable. ROI is typically 2-3.5 years. Additional revenue from tipping fees ($20-$80/tonne) improves economics further.
Recovered carbon black (rCB) is the solid residue from tire pyrolysis. It contains 80-90% carbon and can partially replace virgin carbon black in rubber, plastics, inks, and coatings. Standard rCB trades at $300-$600/MT. High-grade processed rCB suitable for premium applications can fetch $600-$900/MT. rCB also qualifies for recycled content claims under EU regulations.
Yes. Tire pyrolysis plants require environmental permits in all jurisdictions. Requirements typically include air emission controls (for SO2, NOx, particulates, VOCs), wastewater treatment, noise controls, and fire safety measures. APChemi designs plants that meet EU, US EPA, and local emission standards, and assists with the permitting process.
Get a Free Consultation
Tell us about your pyrolysis project and our engineers will get back to you within 24 hours.
Get a Free Project Assessment →Explore More
Pyrolysis Plant Cost Guide
Complete pricing breakdown for all plant types and capacities.
Oil Purification & Distillation
How APChemi's PUREMAX technology upgrades crude pyrolysis oil.
EPR & Pyrolysis
How tire EPR mandates drive pyrolysis demand globally.
Plastic Pyrolysis Plant
Convert waste plastics into pyrolysis oil and chemical feedstock.
Continuous Pyrolysis Plant
Higher throughput and lower per-tonne costs for tire processing.
Chemical Recycling
ISCC-certified pathways from waste tires to circular materials.